鎢鋼內孔鏡面拋光方案
- 時間:2022-10-19作者:東莞市虎門東巨磨具經營部瀏覽:201
東莞市虎門東巨磨具經營部專注于鉆石砂輪,鉆石磨棒,鉆石切割片等
詞條
詞條說明
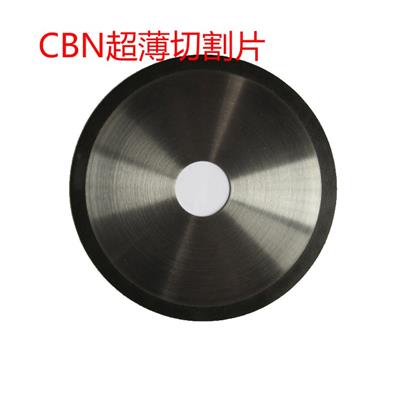
鎢鋼硬質合金,氧化鋯陶瓷,氮化硅陶瓷和氧化鋁陶瓷等工程陶瓷具有高強度、高硬度和耐蝕性,其產品一般采用研磨加工。普通磨削加工生產效率低,花費高,加工形狀復雜的零件難度大。氧化鋯陶瓷材料堅硬易碎,難以加工,超硬磨料的金剛石磨具常用于這類材料的磨削。品牌:東巨型號:3A1材質:金剛石類別:樹脂結合劑規格:150D*6T*31.75H*0.3U*2X SDC400B是否定制:是是否進口:否產地:東莞重量:
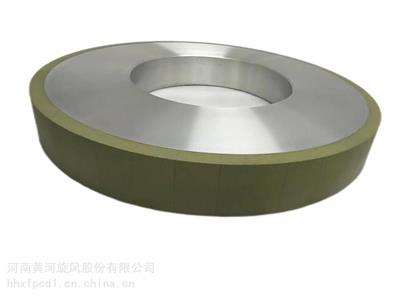
品牌:東巨型號:1FFY6材質:立方氮化硼類別:電鍍結合劑是否定制:是是否進口:否產地:東莞重量:1000g直徑:90mm寬度:12.5mm壁厚:5mm內徑:12mm粒度:150#規格:90D*12.5T*12H*2.5R CBN150P功能用途:304、316不銹鋼立邊成型、倒、去毛刺東巨CBN電鍍砂輪電鑄層平整,對磨料把持力高,使用無起層,脫粒現象.高準度形,復雜曲面成型磨削,提高磨削質量。內
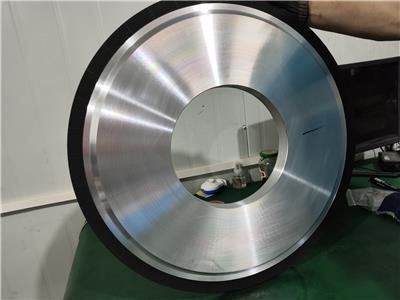
單涂層電鍍結合金剛石/CBN砂輪的特點是顆粒吸持力度大,從而能夠結合高硬度切削材料產生的切削功率。切削顆粒在金屬基體范圍內被高硬度電鍍鎳層吸持,在顆粒**出達到顆粒直徑的40%時,能夠擁有很高的顆粒吸持力度。到目前為止,使用高硬度砂輪的主要缺點是其所加工的表面會產生相當高的粗糙度。在保持必要的同心性的條件下,這種砂輪能夠加速使高速磨削的砂輪圓周速度達到vs>100m/s。內圓磨電鍍砂輪的優點是
磁芯的特性是硬脆性,加工表面就要求一次研磨量不能過大,一般每次研磨選擇0.1~~0.3毫米為適中,實際工作中也有不一樣的,可以根據實際加工需要進行適當的調整。磁芯研磨加工,一般是為了得到較好的表面粗糙度,從而改善磁芯組裝使用后的特性。研磨過程中需要注意,墊用鋼板下不能有異物(要非常平整),產品在移動過程中不能對傳送帶有位移,砂輪不可傾斜,砂輪的圓角要適中,研磨過程中要隨時注意冷卻水,沒有冷卻液或噴
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 東莞市虎門東巨磨具經營部
聯系人: 李國君
電 話: 0769-81558773
手 機: 13332612953
微 信: 13332612953
地 址: 廣東東莞虎門聯隊新村十二巷十號
郵 編:
相關推薦







相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
- 相關企業
- 河南黃河旋風股份有限公司
- 聊城泰利金剛石工具有限公司
- 天津市優谷研磨工具有限公司
- 弘元超硬材料(河南)有限公司
- 深圳市恒銳金剛石砂輪技術有限公司
- 合肥雙良數控設備有限公司
- 金華市佳輪研磨工具有限公司
- 河北振興砂輪制造有限責任公司
- 永康市企鵝砂輪廠(普通合伙)
- 商家產品系列
- 產品推薦
- 資訊推薦

¥12800.00

¥1000.00


¥400.00