【濟南鍍鋅方管】鍍鋅方管規格尺寸有哪些?
- 時間:2021-06-01作者:山東中暖物資有限公司瀏覽:465
山東中暖物資有限公司專注于濟南鍍鋅方管,濟南鍍鋅角鋼,濟南冷板等
詞條
詞條說明
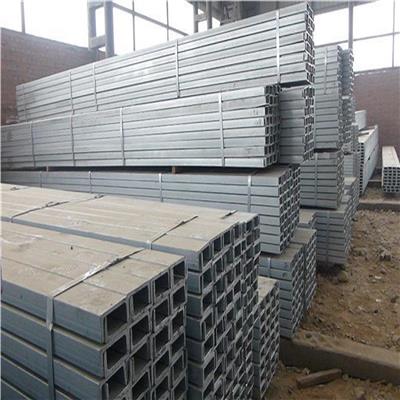
鍍鋅方管基本要求:1、鍍鋅方管的長度為6m,每批允許體重量不大于總重量5%,長度不小于2m的短尺鋼管;2、定尺長度鍍鋅方管的主尺長度應在通常長度范圍內其長度允許偏差為+20;3、倍尺長度鍍鋅方管的倍尺長度應在通常長度范圍內其余長允許偏差為+20。每個倍尺應留5-10的切口余量;4、端頭形狀鍍鋅方管的兩端應在鍍鋅前與鋼管軸線切成直角,切口內外毛刺高度均不得大于0.5。5、鍍鋅方法:鍍鋅采用熱浸鍍鋅法
(1)手工電弧焊1)焊前準備為了降低焊接煙塵,防止焊接裂紋及氣孔的產生,焊前除了開適當的坡口外,還應將坡口附近的鋅層去除。去除方法可采用火焰烘烤或噴砂。坡口間隙應盡量控制在1.5~2mm內,工件厚度較大時,可放寬到2.5~3mm。2)焊條的選擇焊條的選擇原則是焊縫金屬的力學性能盡量與母材相近,而且焊條熔敷金屬中含硅量應控制在0.2%以下。采用鈦鐵礦型焊條、氧化鈦型焊條、纖維素型焊條、鈦鈣型焊條和低
熱軋熱軋,是以板坯(主要為連鑄坯)為原料,經加熱后由粗軋機組及精軋機組制成帶鋼。從精軋最后一架軋機出來的熱鋼帶通過層流冷卻至設定溫度,由卷取機卷成鋼帶卷,冷卻后的鋼帶卷,根據用戶的不同需求,經過不同的精整作業線(平整、矯直、橫切或縱切、檢驗、稱重、包裝及標志等)加工而成為鋼板、平整卷及縱切鋼帶產品。簡單點兒來說,一塊鋼坯在加熱后(就是電視里那種燒的紅紅的發燙的鋼塊)經過幾道軋制,再切邊,矯正成為鋼
一、熱鍍鋅鋼板綜合考慮熱鍍鋅鋼板的生產工藝過程及成品包裝等因素,熱鍍鋅鋼板可能會存在如下的一些表面外觀缺陷:(1)原板缺陷鍍鋅原板表面缺陷,如折痕、凹坑、波浪邊等均延續影響到鍍鋅板,成為其表面缺陷。因此,生產前,生產者都須對原板進行檢驗。(2)黑斑a. 鍍鋅層純度不夠,金屬雜質在鋅表面構成原電池,對析氫有利時,容易使鋅層表面產生黑色的斑點。b. 鍍鋅層中銅、鐵、砷等雜質含量較高時,經鈍化處理后,這
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 山東中暖物資有限公司
聯系人: 賈經理
電 話: 15106918971
手 機: 15106918971
微 信: 15106918971
地 址: 山東濟南歷城區大橋路121號鋼材市場西排中間323號。
郵 編:
網 址: czjsgg.b2b168.com
相關推薦





相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
公司名: 山東中暖物資有限公司
聯系人: 賈經理
手 機: 15106918971
電 話: 15106918971
地 址: 山東濟南歷城區大橋路121號鋼材市場西排中間323號。
郵 編:
網 址: czjsgg.b2b168.com
- 相關企業
- 北京興達宏鑫建筑工程有限公司
- 天津碧瀾天鋼結構有限公司
- 陜西創格工程科技有限公司
- 上海異美景觀科技有限公司
- 冀州區首春采暖設備銷售處
- 江陰市人人達科技有限公司
- 天宇絲網有限公司
- 青島啟航工貿有限公司
- 濟南鴻邦建筑材料有限公司
- 佛山市盛源達鋼結構有限公司
- 商家產品系列
- ABS管
- grc構件
- pvc地板
- 安防用品
- 安全鎖
- 百葉窗
- 百頁窗簾
- 百頁門
- 板材
- 板巖
- 保溫、隔熱材料
- 保溫板
- 保溫釘
- 保溫管
- 石板材
- 石材
- 石材干掛膠
- 石材加工設備
- 石材欄桿
- 石材拼花
- 石膏板天花
- 石灰
- 石灰石
- 石塑地板
- 石英巖
- 石子
- 飾面材料
- 手工刨
- 水龍頭
- 水泥
- 產品推薦
- 資訊推薦



¥45.00

¥3.50



¥4.50


¥2300.00

¥1180.00
