移門吸塑膠的特點
- 時間:2019-03-13作者:深圳市精工研木工刀具有限公司瀏覽:256
深圳市精工研木工刀具有限公司專注于真空吸塑膠,舍棄式螺旋刀,數控木工車刀等
詞條
詞條說明
大面積起泡原因分析:①溫度或壓力未達到要求,造成假吸;②膠量不夠,噴涂量少或者板材滲膠;③預熱(軟化PVC膜)或吸塑時間(成型時間)不夠;④吸塑成型后,在溫度還沒有降下來的情況下,就撤消壓力。⑥膠水本身的耐熱性不夠。解決辦法:①增加溫度或真空度;②增加施膠量,選擇質量好的板材;③增加預熱或成型時間;④吸塑成型后,溫度冷卻至室溫或略高,才撤出真空。⑤配固化劑使用。真空吸塑膠的要求:1.保證板材表面的
真空吸塑膠主要應用在中纖板和其它木制品與PVC裝飾膜、木皮間的熱吸塑粘合。 真空吸塑膠的選用主要看各廠家的質量,具體表現在以下幾方面: 1、粘結力:吸塑成型后槽位不反彈、不縮邊,如做邊剝離測試時,PVC上要粘滿木屑,中間空的吸塑膠在使用不久后或高溫下會脫邊的。測試方法是:吸塑成型后做邊剝離測試,看要多大的力才能剝開,及看剝開后PVC皮上是否粘有很多的木屑(多表示PVC與木板完全粘結,少則吸塑膠質量
膠粘劑在實際應用時有許多因素直接影響粘接性能,而且十分復雜。盡可能多地掌握這些影響因素,合理地利用有利因素,才有有效地提高粘接強度。 通常真空吸塑膠產品品質穩定的情況下,因不同的人對產品的運用操作不同以及環境因素的不同,從而做出來的成品效果也會略有差異 關鍵在于細節,細節決定成敗 免漆門真空吸塑膠水生產廠家/模壓門真空吸塑膠水價格 出現的問題:“飛邊、開膠” 原因: (1).吸塑溫度未達到膠粘劑
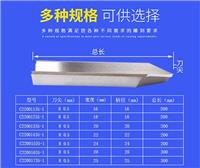
同一刀槽上,排列的刀片越多,刨削質量也就越高,其總體刀軸的造價也越高.所以,不同價格的螺旋刨刀上在同一刀槽上有不同的刀片數量. 當然,在一定情況下,槽數越多,導致整個刀軸的直徑也越大.在一定直徑刀軸的情況,當然是槽數越多越好,刀片排列越多越好.散熱速度快:部分刀體采用7系列航太等級的鋁合金刀體,不僅提高了散熱速度,還提升了刀具的穩定度和刀體的結構強度,進而提升了刀體的使用壽命。舍棄式刀片:采用進口
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 深圳市精工研木工刀具有限公司
聯系人: 高云燕
電 話:
手 機: 13714570562
微 信: 13714570562
地 址: 廣東深圳龍崗區深圳市龍崗區龍崗街道同樂段老榕樹街321-1號
郵 編:
相關推薦



相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
- 相關企業
- 山東裕康化工有限公司
- 梅州僑韻環保科技有限公司
- 湖南宇源澤環境科技有限公司
- 上海頤櫻工業科技有限公司
- 昆山節源環保科技有限公司
- 江陰市美宏新材料有限公司
- 丹東安邦涂料有限公司
- 蘇州寧盛化工有限公司
- 濟南裕瑞源化工科技有限公司
- 內蒙古天第新材料有限公司
- 商家產品系列
- 產品推薦
- 資訊推薦



¥2300.00





