常用工程材料的激光切割加工
- 時間:2013-11-21作者:昆山市昆馬機械鈑金有限公司瀏覽:1610
昆山市昆馬機械鈑金有限公司專注于昆山激光切割加工,昆山鈑金加工,昆山精密焊接加工,昆山鐳射切割加工等, 歡迎致電 18912688123
詞條
詞條說明
激光切割加工是將激光束照射到工件的表面,以激光的高能量來切除、熔化材料以及改變物體表面性能。由于激光加工是無接觸式加工,工具不會與工件的表面直接磨察產(chǎn)生阻力,所以激光加工的速度極快、加工對象受熱影響的范圍較小而且不會產(chǎn)生噪音。昆山恒盛金屬材料有限公司利用激光束的能量和光束的移動速度均可調(diào)節(jié),因此將激光加工應用于金屬加工的不同層面及范圍之上。 昆山恒盛金屬材料有限公司利用激光加工模式,在金屬加工領
鋅層的存在給鍍鋅鋼板的焊接帶來了一定困難,主要的問題有:焊接裂紋及氣孔的敏感性增大、鋅的蒸發(fā)及煙塵、氧化物夾渣及鍍鋅層熔化及破壞。其中焊接裂紋、氣孔和夾渣是最主要的問題。焊接性⑴裂紋1) 影響裂紋敏感性的因素。① 鋅層的厚度,鍍鋅鋼的鋅層較薄,裂紋敏感性小,而熱鍍鋅鋼的鋅層較厚,裂紋敏感性較大。② 工件厚度,厚度越大,焊接拘束應力越大,裂紋敏感性越大。③ 坡口間隙,間隙越大,裂紋敏感性越大。④ 焊
現(xiàn)階段,激光器切割加工早已廣泛運用于大家的日常日常生活,而與之有關(guān)的瓶頸問題也愈來愈多。激光器切割選用大功率激光立即對切割后的原材料開展切割,隨后迅速加溫到揮發(fā)溫度,揮發(fā)成樁。伴隨著光挪到原材料上,孔持續(xù)造成窄小的總寬(例如0.1mm),為了更好地切割原材料而將接縫處割開。如何防止激光器切割加工時的不持續(xù)切割?如何防止激光器切割加工時的不持續(xù)切割?下邊我就給各位講下防止激光器切割加工不持續(xù)的方式:
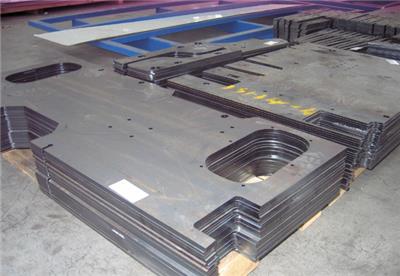
用工程材料的激光切割加工: 1.金屬材料的激光切割加工。 雖然幾乎所有的金屬材料在室溫對紅外波能量有很高的反射率,但發(fā)射處于遠紅外波段10.6um光束的C02激光器還是成功的應用于許多金屬的激光切割加工實踐。金屬對10.6um激光束的起始吸收率只有O.5%一10%,但是,當具有功率密度超過106晡,,cnl2的聚焦激光束照射到金屬表面時,卻能在微秒級的時間內(nèi)很快使表面開始熔化。處于熔融態(tài)的大多數(shù)金
聯(lián)系方式 聯(lián)系我時,請告知來自八方資源網(wǎng)!
公司名: 昆山市昆馬機械鈑金有限公司
聯(lián)系人: 于先生
電 話: 18962421459
手 機: 18912688123
微 信: 18912688123
地 址: 江蘇蘇州昆山市昆山市陸家鎮(zhèn)金陽路2號(白楊灣西邊)
郵 編:
網(wǎng) 址: jgqg.b2b168.com
相關(guān)推薦



相關(guān)閱讀
1、本信息由八方資源網(wǎng)用戶發(fā)布,八方資源網(wǎng)不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質(zhì),所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請?zhí)岣呔瑁?
- 聯(lián)系方式
公司名: 昆山市昆馬機械鈑金有限公司
聯(lián)系人: 于先生
手 機: 18912688123
電 話: 18962421459
地 址: 江蘇蘇州昆山市昆山市陸家鎮(zhèn)金陽路2號(白楊灣西邊)
郵 編:
網(wǎng) 址: jgqg.b2b168.com
- 相關(guān)企業(yè)
- 興化市國盈金屬材料有限公司
- 無錫正峰金屬制品有限公司
- 青島蘭劍工貿(mào)有限公司
- 北京弘耀不銹鋼有限公司
- 江西華威不銹鋼裝璜有限公司
- 安徽商彤商貿(mào)有限公司
- 滄州雙旺商貿(mào)有限公司
- 泰州市炬森特鋼制品有限公司
- 山東大方電氣有限公司
- 日照鴻捷裝飾工程有限公司
- 商家產(chǎn)品系列
- 產(chǎn)品推薦
- 資訊推薦

¥7600.00



¥5500.00



